
Hartlöten
Induktion ist die ideale Wahl für das Hartlöten von Stangen, Drähten, Ringen und Kabeln in Motoren, Generatoren und Transformatoren.

Die Mietgeräte von ENRX sind perfekt für Lötarbeiten an folgenden Komponenten geeignet:
- Generatoren
- Transformatoren
- Turbogeneratoren
- Schaltanlagen
- Motoren
Induktionshartlötung ist die perfekte Wahl für solche
Teile.
Erstens wird die Wärme lokalisiert. Das bedeutet, dass präzise Wärmebehandlungszonen im Voraus definiert werden können. Zweitens bedeutet die hohe Dichte, kontaktlose Wärme in genau abgegrenzten Zonen:
- Minimale Wärmeausbreitung
- Minimales Risiko für Isoliermaterialien
- Minimales Risiko von Verformungen
Wenn Mobilität erforderlich ist, können Spulen an kompakte, handgeführte Leistungsgeräte angeschlossen werden. Diese handgeführten Einheiten sind so einfach zu bedienen wie ein gewöhnliches Werkzeug und verfügen über lange, flexible Stromkabel. Sie lassen sich bequem an handelsübliche Balancer oder Positionierer anschließen, um zusätzlichen Komfort und Produktivität zu gewährleisten.
-

Generator maintenance: Induction brazing transforms the game for winding repairs
-

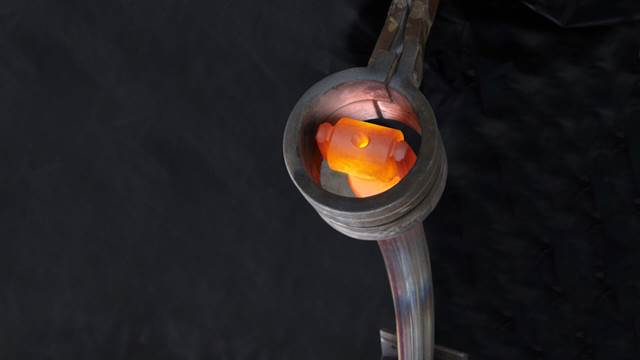
Efficiency of induction heating in action during the brazing process of generator windings
-

Elevate your service job with unparalleled control and reliability.
-

Induktionshartlöten von Generatorwindungen.
-
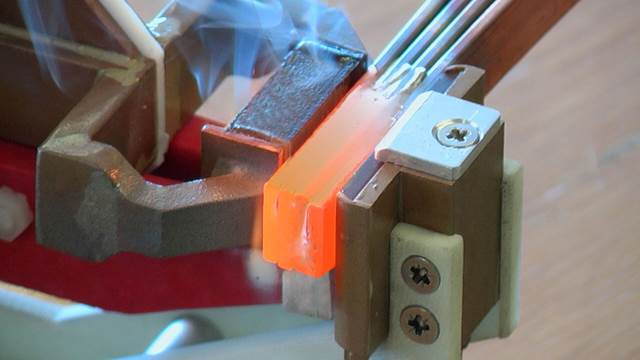
Induktionshartlöten ist die perfekte Wahl für das Hartlöten von Blöcken, Litzen, Ringen und Drähten in Motoren, Generatoren und Transformatoren. Dieses Foto zeigt das Hartlöten von Litzen.
-
Induktionshartlöten ist schnell, präzise, sauber, energieeffizient, kontrollierbar und reproduzierbar.
-

Einfache Nutzung: Einer der vielen Vorteile von Minac.
-

Das Bedienerfeld mit seinem kapazitiven 10-Zoll-Farb-Touchscreen und der neuesten Technologie in der Mensch-Maschine-Schnittstelle ist das benutzerfreundlichste auf dem Markt.
-

ENRX bietet Ihnen eine einzigartig umfassende Diagnose, erweiterte Anlagenüberprüfung und Möglichkeiten zur Fehlerbehebung an.
-

Ebenso können zuverlässige Prognosen über das zukünftige Verhalten Ihrer Anlage erstellt werden, was für Sie höhere Zuverlässigkeit, Produktivität und Qualität bedeutet.
-

Viele Modelle sind in einer Twin-Version mit zwei unabhängigen Leistungsausgängen erhältlich, die gleichzeitig bis zur Maximalleistung der Anlage oder auch dauerhaft mit der nominellen Dauerausgangsleistung genutzt werden können. Der große Touchscreen ermöglicht die gleichzeitige Visualisierung der Leistung.
-

Der vielseitig einsetzbarer Pistolenhandgriff kann für das induktive Löten eingesetzt werden und besitzt eine Vielzahl unterschiedlicher Funktionen.












Warum Induktion statt Flammenlöten wählen?
1. Schnellerer Prozess
Induktionserwärmung überträgt mehr Energie pro Quadratmillimeter als eine offene Flamme. Induktion kann daher mehr Teile pro Stunde löten als alternative Verfahren. Schnelles und präzises Erhitzen führt zu weniger Masse, die erwärmt werden muss, und es gibt weniger Schäden an umliegenden Isolierungen.
2. Konsistente Leistung
Induktionserwärmung ist steuerbar und wiederholbar. Geben Sie die gewünschten Prozessparameter ein, und die Induktionsausrüstung wiederholt die Heizzyklen.
3. Einzigartige Steuerbarkeit
Mit Induktion können Bediener den Lötprozess beobachten, was bei Flammen schwierig ist. Diese präzise Erwärmung minimiert das Risiko einer Überhitzung.
4. Produktiveres Umfeld
Offene Flammen schaffen unangenehme Arbeitsbedingungen. Induktion ist leise und sauber. Dämpfe können leicht abgesaugt werden, und es gibt praktisch keinen Anstieg der Umgebungstemperatur.
5. Kontaktloses Verfahren
Induktion erzeugt Wärme innerhalb der Basismaterialien – und nirgendwo anders. Im Gegensatz zum Flammenheizen kommt das Basismaterial niemals mit der Wärmequelle in Kontakt. Die homogene und kontrollierte Wärme minimiert Verformungen, und es besteht keine Gefahr von Wasserstoffversprödung